一.概述
焊接送絲產品的基本安裝,出廠設置,操作使用和保養服務等各個環節的概括說明。
明日焊接送絲系統是2019年推出的一款送絲系統。該產品涵蓋自主研發控制系統,并設置回抽補絲功能。該產品可適配各手持焊接送絲系統
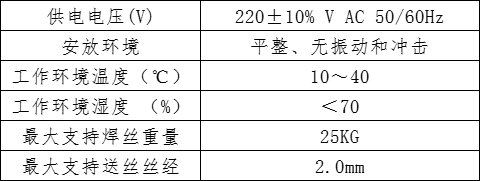
1.1運行環境及參數
1.2注意信息
1)供電前要確保可靠接地。
2)送絲輪與絲經匹配,且與送絲管對應
3)送絲管不要曲折
二.安裝
2.1電路接線總定義
2.1.1整機提供了三芯航插頭,與送絲機尾部的三芯航插相連,提供220V供電(1腳火線.2腳零線.3腳地線)
2.1.2整機提供了兩芯航插頭,與控制系統的送絲端口相連,提供送絲信號(無源觸點,短接即送絲)
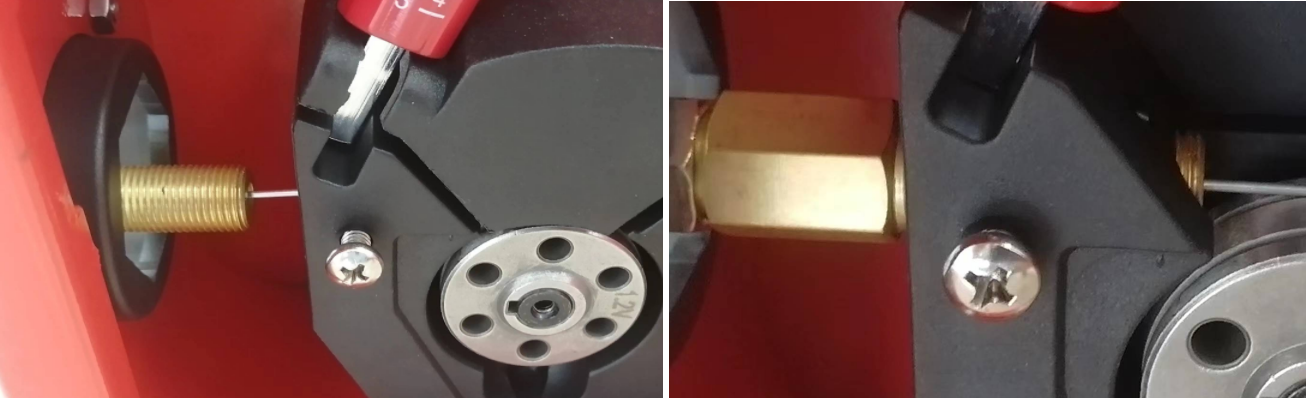
2.2焊絲盤/送絲輪的安裝
2.2.1.焊絲為普通焊絲,常見的有5KG-30KG都可以安裝,但不要使用藥芯焊絲
2.2.2.通過內六角來調整滾輪的力度,使其不要太緊或者太松,送絲時沒有卡頓即可(通常情況不必調整)
2.2.3.調整好以后蓋住
2.2.4.送絲輪一共兩個,兩面為不同的型號,對應著不同的芯徑,請務必對應安裝,如安裝1.2焊絲,則送絲輪標識1.2的一面在外面
2.2.5.安裝時一定要把焊絲卡在卡槽內然后再夾緊

三.送絲管的安裝
3.1送絲機端
3.1.1送絲管鎖緊螺絲松開,插入合適的位置后鎖緊即可
3.2槍頭端
3.2.1 以上操作鏈接后,手動送絲直至焊絲出來以后安裝導絲管,并確認導絲嘴與刻度管的距離

四.軟件操作
4.1 請在軟件說明里查詢對應版本的說明
4.2 220-601-410版本送絲機的使用說明,您可在屏幕設置頁面查看版本號。

圖1-1連續模式-首頁
連續模式-首頁介紹:
1. “連續模式”表示送絲當前為“連續模式”,點擊按鍵
可切換為“脈沖模式”。
2. “送絲速度”控制焊接時的送絲快慢。范圍15~600cm/min,可以點擊“數字”由鍵盤直接輸入,也可以通過“箭頭”快速調節。注:“送絲速度”不等于“手動送絲速度”。
3. “手動送絲”控制手動送絲時的電機快慢,通常用于設備日常調試。范圍15~600cm/min,持續按壓“手動送絲”由藍色變為綠色,電機持續以“手動送絲速度”送絲,松開按鍵則停止送絲。
4. “手動回抽”控制手動回抽時的電機快慢,通常用于設備日常調試。范圍15~600cm/min,持續按壓“手動回抽”由藍色變為綠色,電機持續以“手動回抽速度”回抽,松開按鍵則停止回抽。
5. “運行”、“停止”控制送絲機切換工作狀態。點擊“運行”,由黑色變為綠色,同時“停止”變為黑色。此時為“運行”狀態,電機可以正常送絲。點擊“停止”,由黑色變為紅色,同時“運行”變為黑色。此時為“停止”狀態,電機停止動作,無法進行任何送絲或者回抽。
6. “送絲指示燈”顯示焊接時的送絲狀態。當按下焊槍扳機送絲機進行送絲時,“指示燈”由黑色變為綠色,表示送絲機運轉正常。注:只有焊接時“指示燈”才會顯示綠色,“手動送絲”、“手動回抽”均不會改變“指示燈”狀態。
7. “首頁”當前屏幕顯示的是送絲機系統首頁,點擊無效。
8. “設置”點擊可切換至“連續模式設置頁”。

圖1-2連續模式-設置頁
連續模式-設置頁介紹:
1. “連續模式設置”表示當前屏幕顯示為送絲機系統連續模式的設置頁,點擊無效。
2. “送絲速度”同首頁的“送絲速度”。控制焊接時的送絲快慢。范圍15~600cm/min,可以點擊“數字”由鍵盤直接輸入,也可以通過“箭頭”快速調節。注:本頁面所有參數都可以通過直接點擊數值或點擊“箭頭”來調節,下同。
3. “啟動延遲”控制按下焊槍扳機后送絲機延時啟動的時間長短。范圍0~2000ms,通常設置為0。例:啟動延遲設置為1000ms,則按下焊槍扳機后,等待1s后開始送絲。
4. “回抽長度”控制斷絲時送絲機回抽斷絲的長度,用于幫助斷絲。范圍0~100mm,通常設置為10,可以根據現場焊絲粗細、送絲管長度適當增加。
5. “補絲長度”控制斷絲時送絲機進行回抽后補償送絲的長度,用于補償“回抽長度”的影響,保持下一次焊接時接頭的一致性。范圍0~100mm,原則上與“回抽長度”保持一致,如現場送絲管阻力較大,也可適當大于“回抽長度”。
6. “補絲延遲”控制斷絲時送絲機在補償送絲與回抽斷絲之間的間隔時間長短,用于防止由于補償送絲過早,導致焊絲第二次粘連在焊縫上,以此改善斷絲效果。范圍0~2000ms。通常設置為0。
7. “語言”顯示當前系統的語言文字,點擊可在“語言欄”切換為其他語言。注:標準版語言文字為簡體中文、繁體中文、英文、韓文、日文、俄文、德文、法文、拉丁文。如有其他語言文字需求請聯系我司。
8. “手動送絲速度”控制首頁“手動送絲”的速度大小,用于日常設備調試。范圍15~600cm/min。通常設置300cm/min。
9. “手動回抽速度”控制首頁“手動回抽”的速度大小,用于日常設備調試。范圍15~600cm/min。通常設置300cm/min。
10. “系統版本”顯示送絲機的控制系統版本號。,其中“220”表示系統硬件部分版本,“601”表示系統軟件部分版本,“410”表示系統屏幕部分版本。注:版本各部分組合一一對應,售后維護過程中應保持前后版本一致,否則可能出現顯示異常或者部分功能無效的現象。
11. “保持”控制送絲機系統參數的存儲動作,包括“首頁”和“設置頁”上除“語言”以外的所有參數。點擊“保持”,由黃色變為綠色,表示保持成功。注1:系統“語言”為自動保存;注2:斷電重啟后系統顯示為最近一次保存的數據,所以請善用保存功能,避免工藝數據丟失。
12. “返回”控制送絲機系統切換回“首頁”。
13. “幫助”控制系統顯示“參數說明”。點擊可查看“參數說明”。
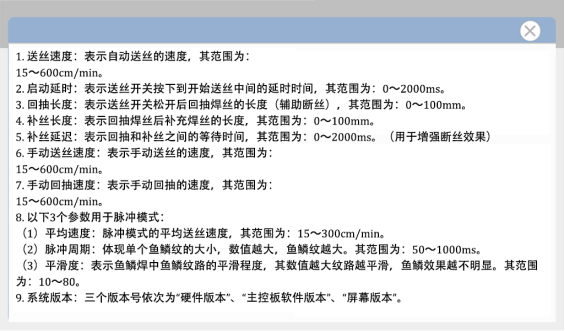

圖2-1脈沖模式-首頁
脈沖模式-首頁介紹
1. “脈沖模式”表示送絲當前為“脈沖模式”,點擊按鍵
可切換為“連續模式”。
2. “脈沖周期”、“平滑度”顯示當前參數數值,無法調節。詳情見設置頁介紹。
3. “平均速度”控制“脈沖模式”的整體送絲速度,“平均速度”不受“脈沖周期”和“平滑度”影響。范圍15~300cm/min,通常設為60cm/min。可以點擊“數字”由鍵盤直接輸入,也可以通過“箭頭”快速調節。注:此“平均速度”不等于“手動送絲速度”。
4. 其他按鍵、參數同“連續模式”。

圖2-2脈沖模式-設置頁
脈沖模式-設置頁介紹
1. “平均速度”控制整體送絲速度,同首頁的“平均速度”。
2. “脈沖周期”控制單個魚鱗紋的大小,周期越大則單個魚鱗紋越大。范圍50~1000ms,通常設為500ms。
3. “平滑度”控制兩個魚鱗之間的間隔起伏,數值越小整體效果越明顯。范圍10~80,通常設為30。
4. 其余設置頁按鍵、參數同連續模式一致。
5. 綜上所述,“脈沖模式”主要為魚鱗焊服務,以上參數為參考值,實際使用中還需根據焊絲材質、焊絲型號、激光功率、焊縫寬度適當調節,以便得到理想效果。其他按鍵、參數同連續模式一致。

185 2109 0707